Wykonywanie narzędzi
|
1. Drążenie otworów okrągłych, kształtowych: a) Materiał obrabiany: b) Cięcie powierzchni cylindrycznej. c) Cięcie stożków o kącie od 0° do 30°: d) Maksymalne wymiary obrabianego profilu (dł. x szer. x wys.) - 320 x 200 x 150 mm. Maksymalne wymiary materiału (dł. x szer. x wys.) - 900 x 520 x 150 Maksymalny ciężar materiału - 500 kg. e) Dokładność: 
2. Ciągadła węglikowe sektorowe i okrągłe. Wykonanie ciągadeł z wkładką z węglika spiekanego do produkcji żył aluminiowych, miedzianych i stalowych, z materiału własnego lub klienta, według dokumentacji klienta lub opracowań własnych zgodnie z założeniami technologicznymi zamawiającego. 
3. Szablony do znakowania farbą. Materiał szabloniarski - papier powlekany tworzywem (biały). Rodzaj pisma: Wielkość pisma: 
4. Noże tokarskie kształtowe. Wykonanie noży o profilach złożonych z odcinków, łuków i linii prostych mających zastosowanie w obróbce skrawaniem metali i drewna. 
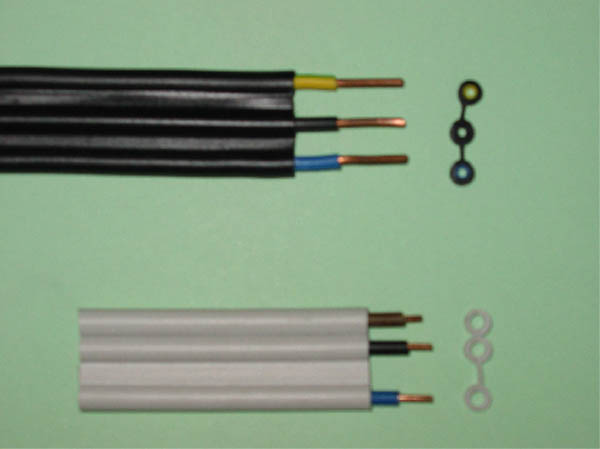
5. Narzędzia do produkcji kabli okrągłych i profilowych. Nasi specjaliści posiadają doświadczenie w projektowaniu i wytwarzaniu narzędzi do produkcji kabli zdobyte w opracowaniach i wdrożeniach nowych konstrukcji wyrobów w Fabryce Kabli Ożarów. Wykonujemy narzędzia zgodne z rysunkami klienta lub opracowujemy technologie wykonania narzędzia na podstawie założeń technologicznych wyrobu, który ma być wyprodukowany przy pomocy tego narzędzia. 5.1 Narzędzia do produkcji kabli płaskich (np.: typu YDYp,OMYp itp.). 
5.2 Narzędzia do produkcji kabli z linką nośną. 

5.3 Narzędzia do produkcji żył kolorowanych paskami (jedno i dwupaskowe). Opracowanie konstrukcji i wykonanie narzędzi przystosowanych do głowic wytłaczarkowych oraz wytłaczarek koloryzujacych klienta. 
5.4 Narzędzia do produkcji kabli metodą próżniową i ciśnieniową 
5.5 Narzędzia do głowic typu "samocentrujące": - o 100 x 160 - dla średnic otworu roboczego do 10 mm , - bez ograniczeń - dla średnic otworu roboczego powyżej 10 mm, 
5.6 Narzędzia do kabli optotelekomunikacyjnych dwuwłóknowych: Kable te przeznaczone są głównie do wykonywania kabli montażowych i pomiarowych (patch-cord i pigtail). 
5.7 Narzędzia do kabli specjalnych: 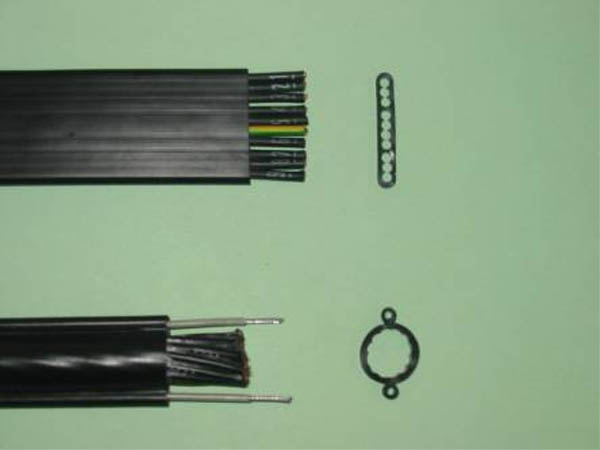

6. Narzędzia do zagęszczania żył okrągłych lub sektorowych - okrągłych, - sektorowych o kątach 60o, 72o, 90o, 100o, 120o. 
7. Sita do przerobu tworzyw sztucznych: 
|